




-
Главная
-
Оборудование
-
Услуги
-
О компании
-
Новости
-
Контакты















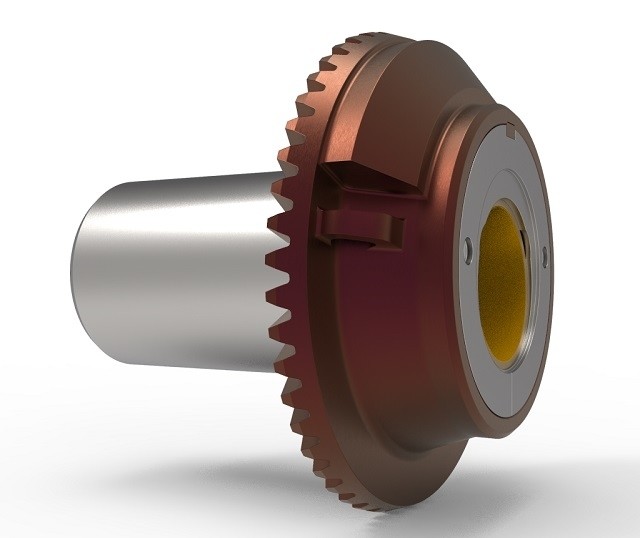

Оказываем услуги по сборке эксцентриков для конусных дробилок различных типов.
В наличии комплекты для сборки эксцентриков КСД/КМД-1750(2200).

Усилие запрессовки может достигать значительной величины, особенно при больших натягах и размером посадочных поверхностей, оно последовательно возрастает по мере продвижения запрессовываемой детали в отверстие и достигает максимума к концу прессования. Максимальное усилие запрессовки можно определить по формуле представленной в справочно-методическом пособии «Основы конструирования» под редакцией П.И. Орлова.
С учетом расчетных значений диаграмм, для наиболее распространенных случаев прессовых соединений и расчета соответствующих коэффициентов, максимальное усилие по запрессовке для корпуса эксцентрика в зубчатое колесо z = 51 m = 24, составляет при посадке 500мкм (максимальный допуск +0,42мм на Ø690 корпуса эксцентрика и +0,08мм максимальный допуск на Ø690 зубчатого колеса):
- P= klfπd = 2,66*150*0,1*3,143*690 = 86 529 кгс.
где:
k – давление на посадочных поверхностях, кгс/мм2;
l – длинна запрессовки, мм;
f – коэффициент трения;
π – число Пи;
d – диаметр посадки,мм.
С целью облегчения запрессовки применяют тепловую сборку: нагрев охватывающей или охлаждение охватываемой детали, а также то и другое вместе. В данном случае осуществляется нагрев охватывающего зубчатого колеса до необходимой расчетной температуры.
Тепловая сборка существенно в среднем 1,5 раза увеличивает несущую способность прессовых соединений. Это объясняется тем, что при сборке под прессом микронеровности сминаются, в то время как при тепловой сборке они, смыкаясь, заходят друг в друга, что повышает коэффициент трения и прочность сцепления. Следовательно, в неразборных соединениях можно снизить величину натяга, необходимого для передачи заданного крутящего момента, с соответствующим уменьшением напряжений в охватывающей и охватываемой деталях.
При достаточно высоком нагреве охватывающей детали можно получить нулевой натяг или обеспечить зазор при сборке соединения. Это исключает опасность перекоса соединяемых деталей и допускает сборку деталей в произвольном угловом положении относительно друг друга.
Температура нагрева охватывающей детали, необходимая для получения нулевого натяга и зазора h в соединении.
- t = (∆ + h)/103 dά
где:
∆ - максимальный натяг в соединении; d – диаметр соединения; ά – коэффициент линейного расширения материала охватывающей детали, в нашем случае материал зубчатого колеса Ст. 35.
Следует учитывать, что нагретые детали остывают при их переносе из печи к месту запрессовки. Во время запрессовки температура нагретого колеса быстро падает в результате соприкосновения с холодным корпусом эксцентрика. Поэтому расчетную температуру нагрева надо повысить на величину, зависящую от времени переноса детали и быстроты операций запрессовки (в среднем 30-50°С), в нашем случае применительно к условиям производства принято корректировочное значение температуры tk равное 50°С.
При расчете температуры нагрева зубчатого колеса z = 51 m = 24, нам понадобится:
Максимальный натяг равный как указано выше 500мкм, который у нас получился в результате контрольных промеров корпуса эксцентрика на Ø690, по фактическим показателям реальный размер Ø690 совпал с максимальным верхним допуском +0,42мм (420мкм) и соответствующий размер Ø690 на зубчатом колесе получился в максимальном допуске +0,08мм (80мкм).
Коэффициент линейного расширения стали 35 принимается ά ~ 12*10-6
На момент производства работ температура в цехе составляла 15°С, принимаем ее за окружающую температуру сборки to.
Необходимый зазор в соединении h принимаем равны 100 мкм (0,1мм).
Таким образом температура нагрева зубчатого колеса, определяется следующим образом.
- t = (∆ + h)/103 *(dά + to) = (500+100)/103*690*12*10-6 + 15°C = ~88°C
С учетом охлаждения детали при переносе tk, получаем необходимую температуру нагрева зубчатого колеса
- t = 88 + 50 = 138°C.
 |
 |
 |
 |
 |
 |
